Біметал - продаж виробів Київ та Украіна
Технологічні операції виготовлення біміталу
 |
Фото 1. Порізка листів (газова, плазмова) |
 |
Фото 2. Очищення від окалини |
 |
Фото 3. Складання пакетів на полігоні |
 |
Фото 4. Детонація (процес зварювання) |
 |
Фото 5. УЗК, механічні випробування і наступні технологічні операції |
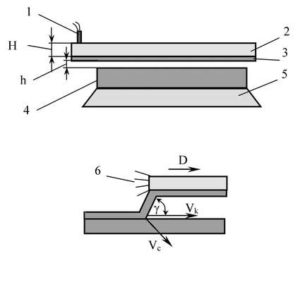
| Зварювання вибухом відноситься до різновиду зварювання тиском, і є процесом утворення з’єднання металевих тіл, що вдаряються, розганяючись продуктами детонації вибухової речовини. Переваги зварювання вибухом, які характеризують її як конкурентоспроможний спосіб з’єднання різнорідних металів, полягають у наступному: • Високопродуктивний та економічний процес, що дозволяє отримувати сполуки різнорідних металів та сплавів із міцністю на рівні міцності основних металів (сталь+титан, сталь+алюміній, алюміній+мідь тощо). • Зварювання вибухом може здійснюватися на великих площах, які обмежуються тільки розмірами листів, що використовуються. • Товщина шару, що плакує, може змінюватися в широких межах (від 0,05 до 30 мм). Схема зварювання вибухом. На опорі 5 розташовують основну пластину 4, над якою з певним зазором h встановлюють метану пластину 3. На шар, що метається, укладають заряд вибухової речовини висотою Н – 2 і закріплюють детонатор 1. При ініціювання ВB по заряду поширюється детонаційна хвиля зі швидкістю детонації D. Під дією високого тиску продуктів вибуху, що розширюються, 6 окремі ділянки метанної пластини послідовно набувають швидкість порядку кількох сотень метрів в секунду, повертаються щодо свого початкового положення і стикаються зі швидкістю Vc з нерухомою пластиною. В результаті косого зіткнення пластин при правильно вибраних параметрах процесу в зоні контакту відбуваються часткове очищення поверхонь, що з’єднуються, їх активація і утворення з’єднання зі швидкістю Vк з характерною хвилеподібною межею розділу шарів. |
|
 |
|
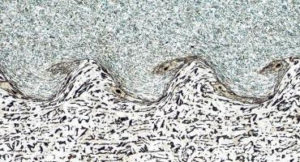 |
Фото 1. Мікроструктура зони з’єднання |
Розроблено технології зварювання вибухом виробів плоскої та циліндричної геометрії, а також зварювання цілих конструкцій. Методом зварювання вибухом можна отримувати різноманітні біметалічні, багатошарові та композиційні матеріали з покращеними міцнісними, корозійно-стійкими, жароміцними та іншими властивостями для потреб хімічного машинобудування, нафтогазової, алюмінієвої, електротехнічної та інших галузей промисловості.
Особливості структури і властивостей біметалічних листів, отриманих зварюванням вибухом1. Фізичні явища, що визначають можливість отримання зварного з’єднання при зварюванні вибухом 2. Вплив режимів зварювання вибухом на структуру та властивості біметалу Купити біметал у Києві гарної якостіПо мікроструктурі можна опосередковано оцінювати міцність сполуки. |
|
 |
Фото 2. Тріщини типу “ялинка” |
| 1. Сталь листова двошарова корозійно-стійка ДСТУ 10885-85 Марок 12ХМ+08Х18Н10Т, 09Г2С+08Х13, 09Г2С+06ХН28МДТ (904L) та інші. Габаритні розміри – по узгодженню з замовником: • ширина до 2000 мм, • довжина до 8000 мм, • товщина від 10 до 200 мм (плакувальний шар 0,5 – 30 мм). 2. Біметалічні заготовки трубних решіток ДСТУ 5.9311-78 Марок 09Г2С+08Х13, 09Г2С+Л63 та інші. Будь-яких габаритних розмірів. 3. Біметалічні мідно-алюмінієві та мідно-стальні композити. 4. Біметал Сталь+Алюмінієві сплави Марок: Ст.3+АМг5; 12Х18Н10Т+АМг6 ТУ-1888-001-64665760-2011, (ТУ 1-9-1-2006); 10ХСНД+1561 та інші. |
|
Також можна купити гнутий профіль для навіса по доступній ціні.