Биметалл - продажа изделий Киев и Украина
Технологические операции изготовления биметалла
 |
Фото 1. Резка листа (газовая, плазменная) |
 |
Фото 2. Очистка от окалины |
 |
Фото 3. Сборка пакетов на полигоне |
 |
Фото 4. Детонация (процесс сварки) |
 |
Фото 5. УЗК, механические испытания и последующие технологические операции |
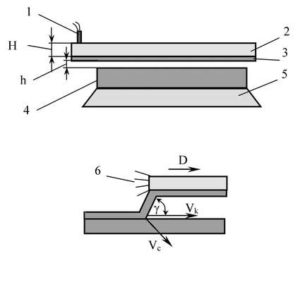
| Сварка взрывом относится к разновидности сварки давлением, и представляет собой процесс образования соединения соударяющихся металлических тел, разгоняемых продуктами детонации взрывчатого вещества. Достоинства сварки взрывом, которые характеризуют ее как конкурентоспособный способ соединения разнородных металлов, заключаются в следующем: • Высокопроизводительный и экономичный процесс, позволяющий получать соединения разнородных металлов и сплавов с прочностью на уровне прочности основных металлов (сталь + титан, сталь + алюминий, алюминий + медь и т.д.). • Сварка взрывом может осуществляться на больших площадях, ограничиваемых только размерами используемых листов. • Толщина плакирующего слоя может изменяться в широких пределах (от 0,05 до 30 мм). Схема сварки взрывом. На опоре 5 располагают основную пластину 4, над которой с определенным зазором h устанавливают метаемую пластину 3. На метаемый слой укладываютзаряд взрывчатого вещества высотой Н — 2 и закрепляют детонатор 1. При инициировании ВВ по заряду распространяется детонационная волна со скоростью детонации D. Под действием высокого давления расширяющихся продуктов взрыва 6отдельные участки метаемой пластины последовательно приобретают скорость порядка нескольких сотен метров в секунду, поворачиваются относительно своего первоначального положения и соударяются со скоростью Vc с неподвижной пластиной. В результате косого соударения пластин при правильно выбранных параметрах процесса в зоне контактапроисходят частичная очистка соединяемых поверхностей, их активация и образование соединения со скоростью Vк с характерной волнообразной границей раздела слоев. |
|
 |
|
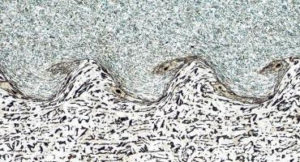 |
Фото 1. Микроструктура зоны соединения |
Разработаны технологии сварки взрывом изделий плоской и цилиндрической геометрии, а также сварки целых конструкций. Методом сварки взрывом можно получать разнообразные биметаллические, многослойные и композиционные материалы с улучшенными прочностными, коррозионно-стойкими, жаропрочными и другими свойствами для нужд химического машиностроения, нефтегазовой, алюминиевой, электротехнической и других отраслей промышленности.
Особенности структуры и свойств биметаллических листов, полученного сваркой взрывом1. Физические явления определяющие возможность получения сварного соединения при сварке взрывом 2. Влияние режимов сварки взрывом на структуру и свойства биметалла Купить биметалл в Киеве хорошего качестваПо микроструктуре можно косвенно оценивать прочность соединения. |
|
 |
Фото 2. Трещины типа «ёлочки» |
| 1. Сталь листовая двухслойная коррозионно-стойкая ГОСТ 10885-85 Марок 12ХМ+08Х18Н10Т, 09Г2С+08Х13, 09Г2С+06ХН28МДТ (904L) и др. Габаритные размеры — по согласованию с заказчиком: • ширина до 2000 мм, • длина до 8000 мм, • толщина от 10 до 200 мм (плакирующего слоя 0,5 — 30 мм).2. Биметаллические заготовки трубных решеток ОСТ 5.9311-78 Марок 09Г2С+08Х13, 09Г2С+Л63 и др. Любых габаритных размеров. 3. Биметаллические медно-алюминиевые и медно-стальные композиты4. Биметалл Сталь+Алюминиевые сплавы Марок: Ст.3+АМг5; 12Х18Н10Т+АМг6 ТУ-1888-001-64665760-2011, (ТУ 1-9-1-2006); 10ХСНД+1561 и др. |
|
Также можно купить гнутый профиль для навеса по доступной цене.